


 English
English  русский
русский  عربى
عربى محتوى
- 1 ما هو تصنيع TBM ولماذا هو مهم؟
- 2 أنواع آلات حفر الأنفاق وكيفية تصنيع كل منها بشكل مختلف
- 3 المكونات الأساسية التي يتم تصنيعها في كل آلة TBM
- 4 عملية تصنيع TBM خطوة بخطوة
- 5 معايير الهندسة الدقيقة في إنتاج TBM
- 6 التقنيات الرئيسية التي تقود عملية تصنيع آلات TBM الحديثة
- 7 الشركات المصنعة العالمية لآلات TBM وأين يقومون ببناء آلاتهم
- 8 تجديد وإعادة تصنيع TBM
- 9 التحديات والاتجاهات المستقبلية في تصنيع آلات حفر الأنفاق
- 10 الأفكار النهائية حول تصنيع TBM
ما هو تصنيع TBM ولماذا هو مهم؟
يشير تصنيع آلات حفر الأنفاق إلى هندسة وإنتاج آلات حفر الأنفاق - وهي عبارة عن قطع ضخمة من المعدات المتخصصة للغاية تستخدم لحفر الأنفاق من خلال الصخور والتربة والطين وظروف الأرض المختلطة. تعد هذه من بين الآلات الأكثر تعقيدًا التي تم تصنيعها على الإطلاق، حيث تجمع بين أحدث الهندسة الميكانيكية والهيدروليكية والإلكترونيات وعلوم المواد في نظام متكامل واحد يمكن أن يزن في أي مكان من بضع مئات من الأطنان لآلة أنفاق صغيرة للخدمات إلى أكثر من 7000 طن لمشروع مترو أنفاق كبير القطر أو مشروع نفق للطرق السريعة. لا تشبه عملية تصنيع آلات حفر الأنفاق إنتاج معظم المعدات الصناعية - فكل آلة هي في الواقع مشروع مخصص تم تصميمه لتلبية المتطلبات الجيولوجية والقطر والمحاذاة والبطانة المحددة لعقد نفق واحد.
لقد نما الطلب العالمي على آلات حفر الأنفاق بشكل مطرد لعقود من الزمن، مدفوعا بالاستثمار الضخم في البنية التحتية في أنظمة السكك الحديدية للمترو، وأنفاق الطرق، والبنية التحتية لإمدادات المياه والصرف الصحي، وأنفاق الطاقة الكهرومائية، والشبكات اللوجستية تحت الأرض. وتستخدم مدن من لندن إلى مومباي إلى لوس أنجلوس آلات حفر الآبار بشكل نشط لبناء البنية التحتية تحت الأرض دون تعطيل الحياة السطحية. لقد خلق هذا الطلب تنافسية عالمية تصنيع آلات حفر الآبار يهيمن على الصناعة عدد قليل من الشركات المصنعة الكبرى القادرة على تقديم آلات مخصصة تم تصميمها وتصنيعها وفقًا لتفاوتات الدقة غير العادية في الجداول الزمنية للعقود التي يمكن أن تمتد إلى 18 شهرًا أو أكثر.
أنواع آلات حفر الأنفاق وكيفية تصنيع كل منها بشكل مختلف
إن تصنيع آلات TBM ليس عملية إنتاج واحدة - بل هو عبارة عن مجموعة من تصميمات الآلات المترابطة ولكنها مختلفة بشكل واضح، كل منها مصمم لظروف أرضية محددة. إن نوع آلة TBM التي تم اختيارها للمشروع يشكل بشكل أساسي نطاق التصنيع ومواصفات المكونات وتعقيد التجميع المعني.
آلات TBM هارد روك (آلات TBM القابض)
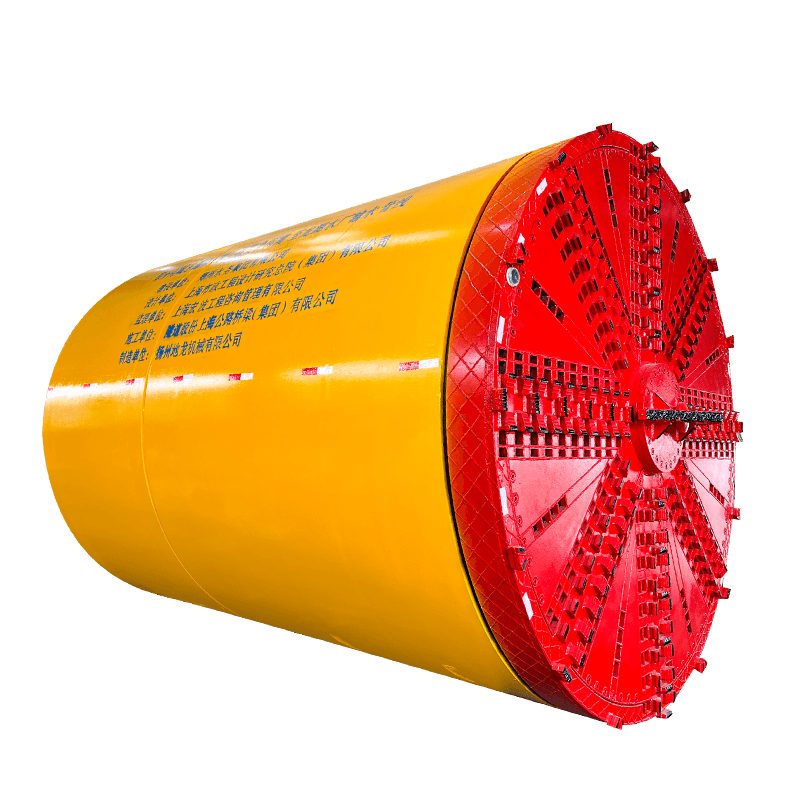
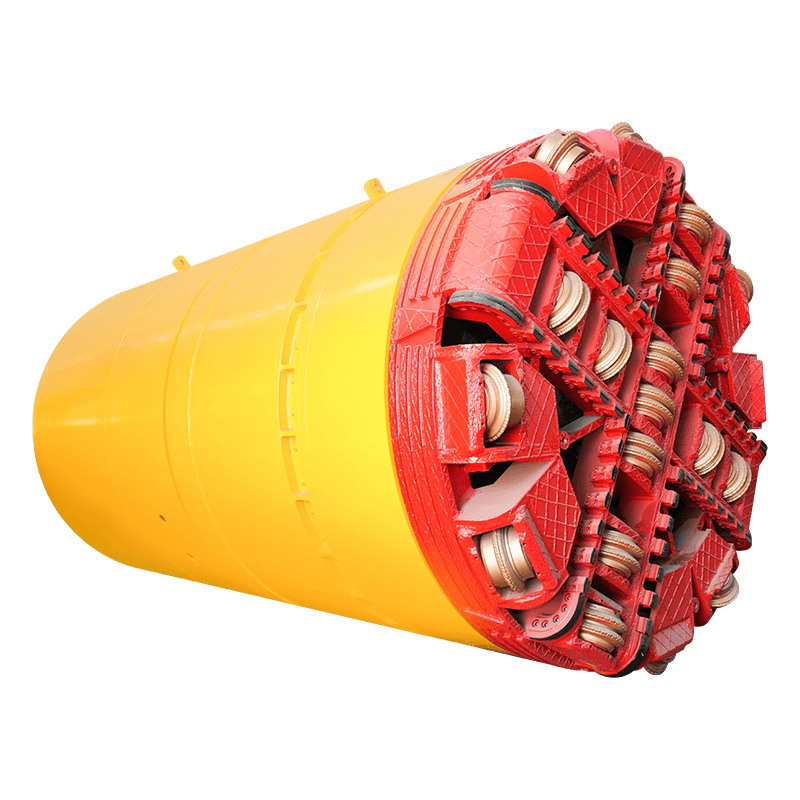
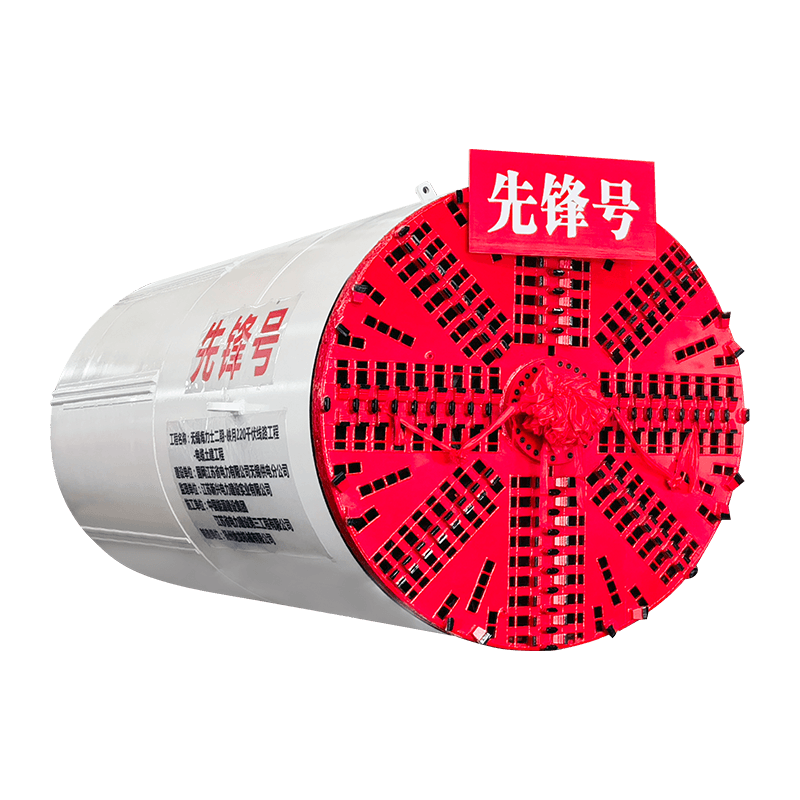
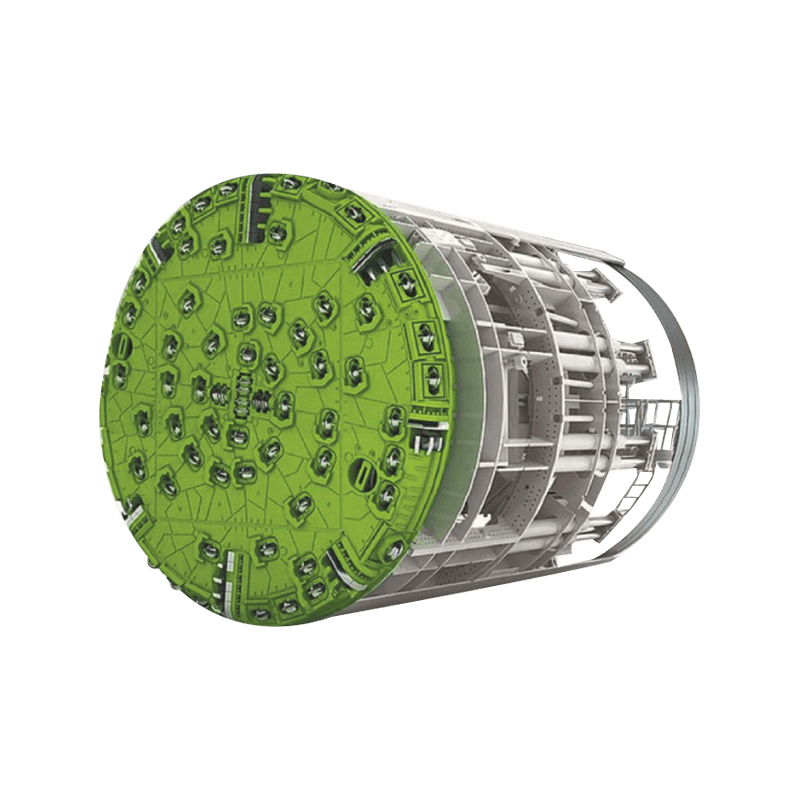
تم تصميم آلات حفر الأنفاق ذات القابض لحفر الأنفاق عبر الصخور الصلبة ذات الكفاءة مثل الجرانيت والبازلت والحجر الجيري. تتقدم الماكينة عن طريق دفع رأس القطع الدوار على الوجه الصخري بينما تمتد القابض الهيدروليكي بشكل جانبي لتثبت على جدران النفق، مما يوفر قوة رد الفعل اللازمة للدفع للأمام. يركز تصنيع آلة TBM ذات القابض على إنتاج رأس قطع قوي للغاية - يتم تصنيعه عادةً من ألواح فولاذية عالية القوة مع مبيت قطع أقراص موضوعة بدقة - ومجموعة محمل رئيسية قوية قادرة على نقل أحمال دفع هائلة أثناء الدوران المستمر. إن قواطع الأقراص الموجودة في آلات الصخور الصلبة عبارة عن مكونات كربيد مصممة بدقة ويجب تصنيعها وفقًا لتفاوتات الأبعاد الضيقة لضمان التآكل المتساوي عبر وجه القاطع.
آلات توازن ضغط الأرض (EPB).
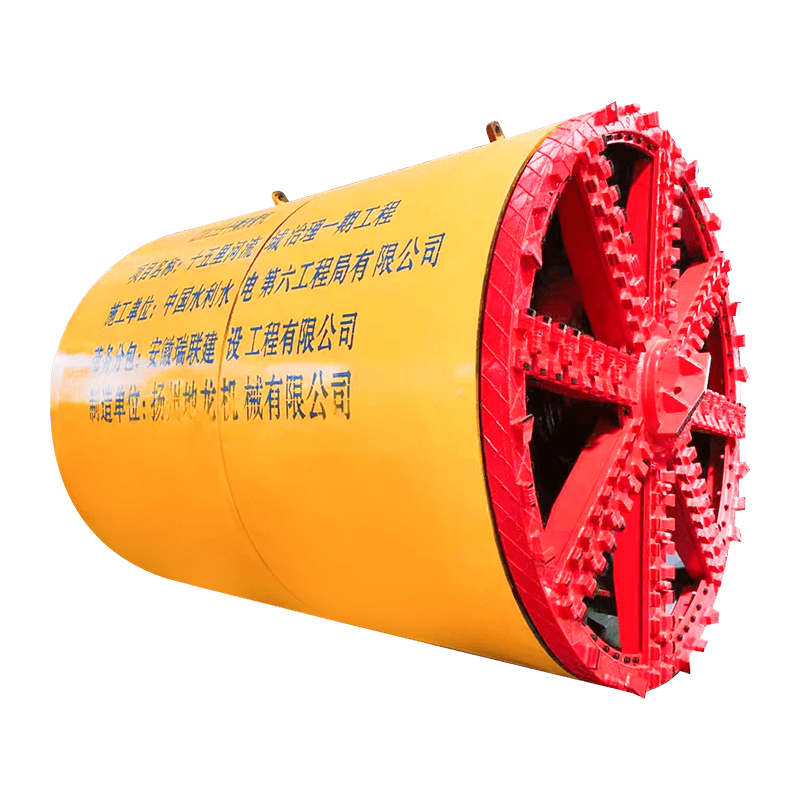
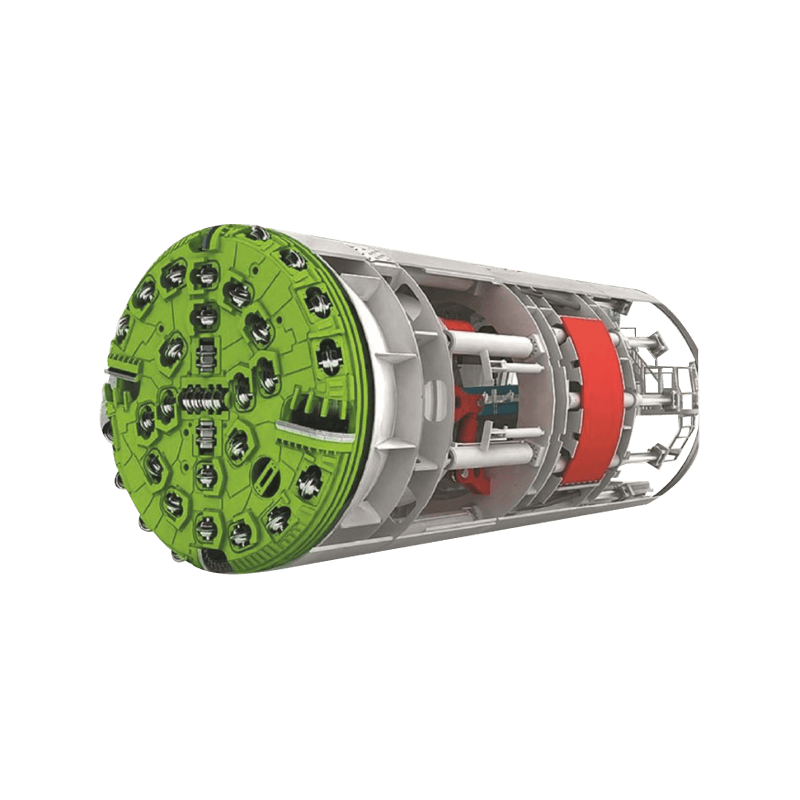
تعد آلات EPB بمثابة العمود الفقري لحفر الأنفاق الحضرية في الأراضي الناعمة والتربة المختلطة والظروف الحاملة للمياه. ويستخدمون المادة المستخرجة نفسها - مشروطة بإضافات الرغوة أو البوليمر أو البنتونيت - للحفاظ على ضغط الوجه ومنع استقرار الأرض فوق النفق. يتركز تعقيد التصنيع لآلة EPB TBM على نظام الناقل اللولبي الذي يتحكم في معدل استخلاص المواد لموازنة ضغط الوجه، ونظام حقن الرغوة المدمج في رأس القطع، وجسم الدرع الذي يجب أن يتحمل ضغط الأرض والماء الكامل للأرض المحيطة. تختلف هندسة رأس القاطع لآلات EPB بشكل أساسي عن تصميمات الصخور الصلبة - فهي تشتمل على كاشطات ومجارف دلو ومنافذ لتكييف التربة بدلاً من مبيت قطع الأقراص.
آلات TBM ذات الدرع الطيني
يتم استخدام آلات TBM الملاطية في الأراضي الرخوة المشبعة بالمياه حيث لا يكون تكييف الوجه EPB كافيًا للحفاظ على الاستقرار. إنهم يحافظون على ضغط الوجه باستخدام ملاط البنتونيت المضغوط الذي يملأ غرفة الحفر، مدعومًا بحاجز خلف رأس القاطع. يتم ضخ الملاط إلى السطح من خلال خط أنابيب، ثم تتم معالجته في مصنع فصل لإزالة التلف، ثم إعادة تدويره مرة أخرى إلى الوجه. يتضمن تصنيع TBM لآلات الملاط إنتاج محطة الفصل كجزء من نطاق النظام الشامل - وهو تحدٍ هندسي إضافي يتضمن الأعاصير المائية وأجهزة الطرد المركزي والبنية التحتية لضخ الملاط بالإضافة إلى الماكينة نفسها.
آلات حفر أرضية مختلطة ومتغيرة الكثافة
بعض آلات TBM الأكثر تعقيدًا التي تم تصنيعها على الإطلاق هي آلات مصممة لظروف مختلطة الوجه - الأنفاق التي تمر عبر كل من الصخور والأرض الناعمة داخل نفس المقطع العرضي للنفق، أو التي تنتقل بين مناطق الصخور الصلبة والأرض الناعمة على طول المحاذاة. يجب أن تشتمل آلات TBM ذات الكثافة المتغيرة أو الأرضية المختلطة على كل من قواطع الأقراص وأدوات قطع الأرض الناعمة في نفس رأس القطع، مع غرف حفر قابلة للتحويل يمكنها التبديل بين وضعي EPB والصخور الصلبة أثناء القيادة. يتطلب تصنيع هذه الآلات حل متطلبات التصميم المتضاربة والمتزامنة التي تدفع هندسة TBM إلى أقصى حدودها.
المكونات الأساسية التي يتم تصنيعها في كل آلة TBM
بغض النظر عن نوعها، تشترك كل آلة حفر أنفاق في مجموعة من الأنظمة الفرعية الأساسية التي يجب تصميمها وتصنيعها لتعمل معًا كنظام متكامل بدقة. إن فهم هذه المكونات الأساسية يفسر سبب كون تصنيع آلات TBM يتطلب الكثير من الناحية الفنية ويستغرق وقتًا طويلاً.
| مكون | وظيفة | تحدي التصنيع الرئيسي |
| القاطع | يحفر وجه النفق عن طريق التدوير على الصخور أو التربة | السلامة الهيكلية في ظل أحمال الدفع وعزم الدوران مجتمعة؛ دقة تحديد موضع أداة القطع |
| مجموعة المحامل الرئيسية | يدعم القاطع وينقل الدفع وعزم الدوران | تحمل الحياة تحت حمولة عالية مستمرة؛ الختم ضد تلوث الأرض |
| هيئة الدرع | يحمي العمال والمعدات. يوفر السكن الهيكلي | استدارة دقيقة لتركيب القطعة؛ مقاومة الضغط الأرضي |
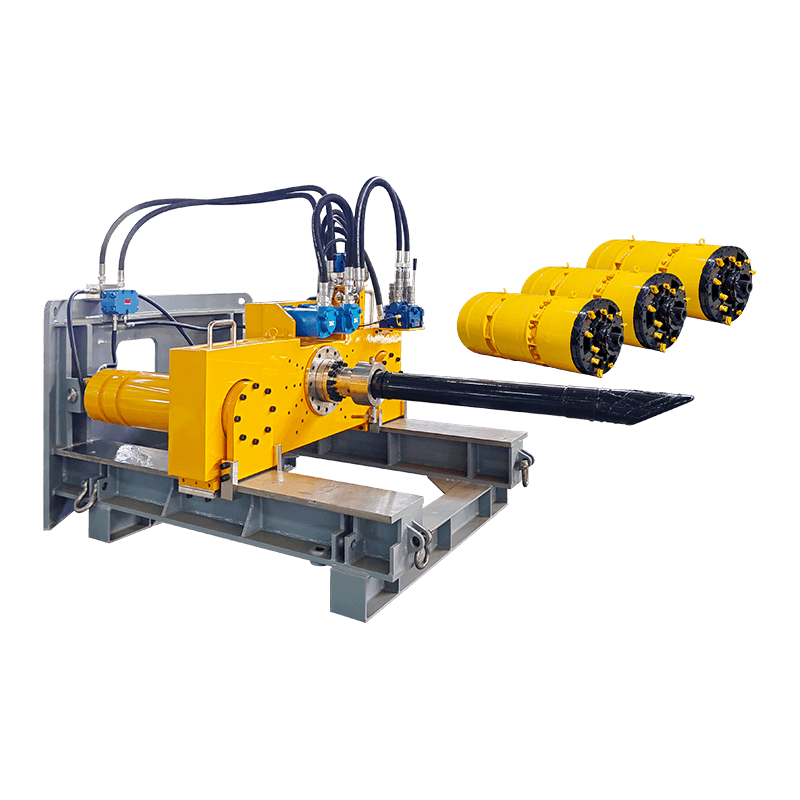
| نظام اسطوانة الدفع | يدفع الآلة للأمام مقابل بطانة النفق المثبتة | التحكم المتزامن في السكتة الدماغية عبر جميع الأسطوانات؛ موثوقية الختم |
| منشئ القطاع | اختيار وتركيب قطاعات البطانة الخرسانية مسبقة الصب | دقة تحديد المواقع؛ موثوقية نظام الفراغ. سعة الحمولة |
| محرك الأقراص وعلب التروس | قم بتشغيل دوران القاطع | كثافة الطاقة في الأماكن الضيقة؛ الإدارة الحرارية |
| وحدة الطاقة الهيدروليكية | يدعم جميع الأنظمة الهيدروليكية بما في ذلك الدفع والناصب | تكامل النظام؛ التكرار. رفض الحرارة في الفضاء الضيق |
| نظام التحكم والتوجيه | يتنقل في محاذاة النفق ويراقب جميع الأنظمة | الدقة في بيئة تحت الأرض محرومة من نظام تحديد المواقع العالمي (GPS)؛ تكامل البيانات في الوقت الحقيقي |
عملية تصنيع TBM خطوة بخطوة
إن عملية تصنيع آلة حفر الأنفاق بدءًا من منح العقد وحتى اختبار قبول المصنع هي عبارة عن برنامج هندسي وإنتاج طويل ومتعدد المراحل. يوضح فهم التسلسل سبب كون المهل الزمنية لتسليم TBM عادةً ما بين 12 إلى 24 شهرًا حتى بالنسبة للمصنعين ذوي الخبرة الذين لديهم سلاسل توريد راسخة.
المرحلة الأولى - التحليل الجيوتقني ومتطلبات المشروع
قبل تصميم مكون واحد، يقوم الفريق الهندسي التابع للشركة المصنعة لآلة TBM بإجراء تحليل تفصيلي لبيانات التحقيق الجيوتقنية المقدمة من العميل. يتضمن ذلك سجلات حفر الآبار، ومعلمات قوة الصخور، وملفات تعريف ضغط المياه الجوفية، ونتائج اختبار الكشط، وبيانات نفاذية الأرض على طول محاذاة النفق بالكامل. يقود هذا التحليل بشكل مباشر تصميم رأس القاطع، وحجم نظام الدفع، ومواصفات المحمل، وتكوين نظام تكييف الأرض. إن الآلة المصممة بناءً على بيانات أرضية غير دقيقة أو غير كافية سوف يكون أداؤها ضعيفًا أو ستفشل، فالتحليل الجيوتقني هو الأساس الذي بني عليه التصميم بأكمله.
المرحلة 2 - الهندسة والتصميم المخصص
مع تهيئة الظروف الأرضية، يقوم الفريق الهندسي بتطوير تصميم TBM الكامل باستخدام برنامج CAD ثلاثي الأبعاد المتقدم وتحليل العناصر المحدودة. يتم تحليل التصميم الهيكلي لرأس القاطع من أجل سيناريوهات تحميل الدفع وعزم الدوران مجتمعة. يتم إجراء حسابات عمر المحمل الرئيسي باستخدام نظرية عمر المحمل ISO 281 المعدلة لأطياف الحمل الخاصة بـ TBM. يتم تعيين التفاوتات المسموحة في استدارة جسم الدرع بناءً على هندسة بطانة الجزء. يتم تصميم كل عمليات اللحام الرئيسية في التصنيع الهيكلي وتوثيقها وفقًا للقوانين الهيكلية ذات الصلة. تستغرق مرحلة التصميم هذه عادةً ما بين ثلاثة إلى خمسة أشهر بالنسبة لآلة TBM ذات القطر الكبير وتنتج عشرات الآلاف من الرسومات والمواصفات الهندسية.
المرحلة 3 - شراء المواد وسلسلة التوريد
يتطلب تصنيع آلة TBM مجموعة هائلة من المواد والمكونات المتخصصة، والتي يتطلب الكثير منها فترات زمنية طويلة للشراء. لوحة فولاذية هيكلية عالية القوة لرأس القاطع وجسم الدرع، ومحامل حلقة الدوران ذات القطر الكبير، وعلب التروس الكوكبية ذات عزم الدوران العالي، والأسطوانات الهيدروليكية المصنعة وفقًا لمواصفات الشوط والضغط الدقيقة، وأنظمة الختم المتخصصة، كلها تتطلب شراءًا مبكرًا لتجنب تأخير التصنيع. إن مجموعة المحامل الرئيسية - وهي حلقة دوران ضخمة يمكن أن يتجاوز قطرها ثلاثة أمتار لآلة TBM كبيرة - غالبًا ما تكون لها مهلة تصنيع مستقلة تتراوح من ستة إلى تسعة أشهر وعادةً ما تكون عنصر المسار الحرج في جدول تسليم TBM بأكمله.
المرحلة 4 - التصنيع الهيكلي
يتضمن التصنيع الهيكلي لآلة TBM قطع وتشكيل ولحام مقاطع الألواح الفولاذية الثقيلة في التجميعات الهيكلية الرئيسية - رأس القاطع، والدرع الأمامي، والدرع الخلفي، ومكونات التروس الخلفية. يتم تنفيذ هذا العمل من قبل عمال لحام هيكليين معتمدين باستخدام إجراءات لحام مؤهلة مسبقًا ويتم فحصها من خلال اختبارات غير مدمرة بما في ذلك فحص الموجات فوق الصوتية والجسيمات المغناطيسية والتصوير الشعاعي. يعد التحكم في الأبعاد أثناء التصنيع أمرًا بالغ الأهمية - يجب أن يكون جسم الدرع مستديرًا ضمن حدود التفاوت المسموح به بحيث يمكن تركيب أجزاء بطانة النفق بهندسة فجوة متسقة. يتم تشكيل التجميعات الهيكلية الكبيرة بعد التصنيع لتحقيق تفاوتات الواجهة المطلوبة عند أسطح التزاوج.
المرحلة الخامسة - التجميع الميكانيكي والهيدروليكي
مع اكتمال التصنيع الهيكلي، يتم تجميع الماكينة تدريجيًا مع أنظمتها الميكانيكية والهيدروليكية والكهربائية. يتم تثبيت المحمل الرئيسي وعزمه وفقًا للمواصفات. يتم تركيب ومحاذاة محركات القيادة وعلب التروس. يتم تركيب نظام أسطوانة الدفع ويتم اختبار الضغط على جميع الأسطوانات بشكل فردي قبل توصيلها بوحدة الطاقة الهيدروليكية. يتم تجميع ذراع تركيب القطعة والتحقق من مدى وصولها وسرعتها وسعة الحمولة. نظام التحكم سلكي ومتكامل، مع التحقق من جميع مدخلات المستشعر ومخرجات المشغل وفقًا لوثائق منطق التحكم. تتطلب مرحلة التجميع هذه عمالة ماهرة مكثفة - حيث يتطلب تجميع TBM فنيين يفهمون تكامل النظام بالكامل، وليس فقط تركيب المكونات الفردية.
المرحلة السادسة - اختبار قبول المصنع
قبل أن تغادر آلة TBM المصنع، فإنها تخضع لاختبار قبول المصنع الشامل (FAT) الذي يشهده العميل وممثلوه الفنيون. يتحقق FAT من أن جميع الأنظمة تعمل وفقًا للمواصفات في ظل ظروف خاضعة للرقابة - سرعة دوران رأس القطع وعزم الدوران، وقوة أسطوانة الدفع والشوط، ونطاق أداة تركيب القطعة وسعة الحمولة، وضغط النظام الهيدروليكي وتدفقه، ووظيفة النظام الكهربائي، واستجابة نظام التحكم. تتم معايرة نظام التوجيه والتحقق منه. يجب تصحيح أي أوجه قصور تم تحديدها خلال FAT قبل الموافقة على شحن الجهاز. يصبح سجل FAT جزءًا من الوثائق الدائمة للجهاز ويتم الرجوع إليه طوال عمره التشغيلي.

معايير الهندسة الدقيقة في إنتاج TBM
إن متطلبات الدقة لتصنيع آلات TBM تنافس متطلبات معدات الطيران والدفاع الثقيلة. هذه التفاوتات ليست عشوائية - فهي تؤثر بشكل مباشر على قدرة الماكينة على بناء نفق وفقًا للمحاذاة المحددة، وتثبيت أجزاء البطانة دون حدوث ضرر، والحفاظ على وصلات مانعة لتسرب الماء بين الأجزاء طوال عمر النفق.
- استدارة القاطع: يجب أن يكون القطر الخارجي لرأس القطع ضمن ±2-3 مم من قطر التجويف الاسمي للحفاظ على القطع الزائد المصمم ومنع الدرع من الانحصار في الأرض. يتطلب تحقيق هذا التسامح في هيكل فولاذي مُصنَّع يبلغ قطره من خمسة إلى اثني عشر مترًا تسلسلًا دقيقًا لعمليات اللحام للتحكم في التشوه وتصنيع ما بعد اللحام لأسطح الواجهة الحرجة.
- تجهيز مقعد المحمل الرئيسي: يجب أن يتم تشكيل تجويف الغلاف ومجلة العمود التي تحدد موقع مجموعة المحمل الرئيسية وفقًا للتفاوتات في نطاق IT6 – IT7 (0.010 – 0.025 مم) وفحصها باستخدام آلات قياس الإحداثيات الدقيقة. تعمل هندسة مقاعد المحامل غير الصحيحة على تقليل عمر المحامل بشكل كبير ويمكن أن تتسبب في فشل الكلال المبكر في أعماق الأرض - وهو سيناريو إصلاح مكلف للغاية ويستغرق وقتًا طويلاً.
- دائرية جسم الدرع: يجب تجميع أجزاء الدرع الأمامية والخلفية وتصنيعها وفقًا لتفاوت دائري عادةً في حدود 5-10 مم على القطر الكامل، مما يضمن أن تكون الفجوة الحلقية بين الدرع وقطاعات البطانة المثبتة متسقة حول المحيط. يعد هذا الاتساق أمرًا بالغ الأهمية لفعالية ختم جلد الذيل - يجب أن تتلامس الفرش والشحوم التي تسد الفجوة بين ذيل الدرع والبطانة لمنع دخول المياه الجوفية.
- تزامن السكتة الدماغية اسطوانة التوجه: في آلات TBM الكبيرة، يجب أن تمتد 30-50 أسطوانة دفع فردية وتتراجع في مجموعات منسقة بدقة للتحكم في ميل الآلة وانحرافها أثناء توجيهها على طول محاذاة النفق. يجب أن يتم تصنيع الأسطوانات وفقًا لتفاوتات السكتة الدماغية المتسقة ويجب معايرة نظام التحكم للحفاظ على تزامن الموضع في حدود بضعة ملليمترات عبر شوط الأسطوانة الكامل.
- موضع مبيت قاطع القرص: في آلات TBM الصخرية الصلبة، يجب ضبط موضع كل مبيت قاطع قرصي في وجه رأس القطع بدقة على نصف قطر القطع المصمم، مما يضمن أن جميع أدوات القطع الموجودة على نفس نصف القطر تتبع نفس الأخدود في وجه الصخور. تتسبب الأخطاء الموضعية في تباعد القاطع في زيادة تحميل القواطع الفردية والتآكل المتسارع، مما يقلل من عمر القاطع ويزيد من تكرار تغييرات القاطع التي تستغرق وقتًا طويلاً تحت الأرض.
التقنيات الرئيسية التي تقود عملية تصنيع آلات TBM الحديثة
تطورت أحدث التقنيات في مجال تصنيع آلات حفر الأنفاق بشكل ملحوظ في العقود الأخيرة، مدفوعة بمتطلبات مشاريع الأنفاق المتزايدة الصعوبة وتكامل أدوات الهندسة الرقمية التي لم تكن متاحة للأجيال السابقة من مصممي آلات حفر الأنفاق.
التوأم الرقمي والمحاكاة
يقوم الآن كبار مصنعي آلات TBM بتطوير نماذج مزدوجة رقمية كاملة لكل آلة قبل بدء التصنيع. تدمج هذه النماذج التحليل الهيكلي ومحاكاة النظام الهيدروليكي والنمذجة المنطقية للتحكم للتحقق من أداء النظام عبر النطاق الكامل لظروف التشغيل المتوقعة في مشروع محدد. تتيح التوائم الرقمية للمهندسين تحديد تعارضات الواجهة وتحسين موضع المكونات ومحاكاة سيناريوهات الأخطاء قبل قطع قطعة واحدة من الفولاذ. أثناء التشغيل، يمكن تحديث التوأم الرقمي بشكل مستمر ببيانات الآلة الحقيقية لدعم الصيانة التنبؤية واستكشاف الأخطاء وإصلاحها من المركز الهندسي للشركة المصنعة في أي مكان في العالم.
مواد القطع المتقدمة والحماية من التآكل
يعد تآكل رأس القاطع أحد العوامل الأساسية التي تحد من معدلات تقدم TBM وتزيد من تكاليف الصيانة في الأرض الكاشطة. يشتمل التصنيع الحديث لـ TBM على إستراتيجيات متقدمة للحماية من التآكل، بما في ذلك أزرار التآكل من كربيد التنجستن، ولوحة تراكب كربيد الكروم، وإدخالات التآكل المركبة من السيراميك في مناطق التآكل الأعلى في رأس القطع. يتم الآن تحليل اختيار ووضع الحماية من التآكل باستخدام ديناميكيات الموائع الحسابية ونمذجة العناصر المنفصلة للتنبؤ بأنماط التآكل لظروف التربة والصخور المحددة للمشروع، مما يسمح بتركيز الحماية حيث تشتد الحاجة إليها بدلاً من تطبيقها بشكل موحد.
اللحام الآلي والتصنيع الآلي
في حين أن الكثير من تصنيع TBM لا يزال يعتمد على عمال اللحام اليدويين ذوي المهارات العالية، فإن تكامل أنظمة اللحام الآلية قد أدى إلى تحسين اتساق اللحام والإنتاجية في وصلات اللحام كبيرة الحجم. تُستخدم خلايا اللحام الروبوتية في اللحامات الهيكلية المتكررة في ألواح هيكل الدرع والأقسام المتحدثة حيث تكون هندسة اللحام المتسقة أمرًا بالغ الأهمية. يتم استخدام اللحام القوسي المغمور على نطاق واسع في اللحامات التناكبية الثقيلة في أقسام الألواح السميكة، مما يوفر اختراقًا عميقًا ومعدلات ترسيب عالية بجودة موثوقة. هذه العمليات الآلية تحرر عمال اللحام المهرة للتركيز على وصلات الوصول المعقدة حيث تضيف خبرتهم أكبر قيمة.
أنظمة مراقبة الأداء في الوقت الحقيقي
تم تجهيز آلات TBM المعاصرة بمئات من أجهزة الاستشعار التي تراقب كل شيء بدءًا من قوة أسطوانة الدفع الفردية إلى درجة حرارة المحمل الرئيسي، وعزم دوران رأس القطع، وضغط الوجه، وضغط حقن شحم الختم الخلفي، وموضع تركيب القطعة. يتم تسجيل هذه البيانات في الوقت الفعلي، وعرضها على المشغل، ونقلها إلى مكتب مهندس المشروع، وفي كثير من الحالات يتم مشاركتها بشكل آمن مع الفريق الهندسي للشركة المصنعة لآلة TBM. لقد أدت القدرة على مراقبة أداء الماكينة عن بعد إلى تغيير الطريقة التي يدعم بها المصنعون معداتهم في الميدان، مما يتيح التشخيص السريع للمشكلات الناشئة قبل أن تتطور إلى أعطال مكلفة.
الشركات المصنعة العالمية لآلات TBM وأين يقومون ببناء آلاتهم
تتركز صناعة تصنيع آلات TBM بين عدد صغير من الشركات المصنعة العالمية الكبرى، التي تتمتع كل منها بقدرات هندسية متخصصة ومرافق تصنيع قادرة على إنتاج أكبر الآلات وأكثرها تعقيدًا في العالم.
- شركة هيرنكنيشت إيه جي (ألمانيا): أكبر شركة مصنعة لماكينات TBM في العالم من حيث حجم الوحدة والإيرادات، ويقع مقرها الرئيسي في شفاناو، ألمانيا. تقوم شركة Herrenknecht بتصنيع مجموعة كاملة من أنواع TBM بدءًا من آلات حفر الأنفاق الصغيرة وحتى آلات الملاط ذات القطر الكبير وآلات EPB، مع مرافق تصنيع رئيسية في ألمانيا وعمليات تجميع على مستوى العالم. لقد قاموا بتسليم آلات لبعض مشاريع الأنفاق الأكثر تحديًا في العالم بما في ذلك نفق جوتهارد الأساسي والعديد من أنظمة المترو في جميع أنحاء آسيا والشرق الأوسط.
- شركة روبنز (الولايات المتحدة الأمريكية): يعد Robbins أحد أقدم الأسماء وأكثرها شهرة في مجال تصنيع آلات حفر الأنفاق، حيث كان رائدًا في تكنولوجيا آلات حفر الصخور الصلبة ولا يزال رائدًا في آلات حفر الأنفاق ذات الشعاع الرئيسي لحفر الأنفاق الصخرية. إنهم يقومون بتصنيع وتجديد الآلات في منشآت في الولايات المتحدة ولديهم شبكة خدمة ودعم عالمية لمعداتهم العاملة في جميع أنحاء العالم.
- NFM Technologies (فرنسا، جزء من مجموعة Bouygues): شركة فرنسية لتصنيع آلات حفر الأنفاق تتمتع بخبرة قوية في مجال آلات حفر الأنفاق الحضرية ذات القطر الكبير، وخاصة أنواع الدرع الطيني وEPB للمشاريع الأوروبية والدولية الصعبة. قامت NFM بتسليم آلات لمشاريع المترو الكبرى في باريس وروما وعبر جنوب شرق آسيا.
- CREG - مجموعة معدات هندسة السكك الحديدية الصينية: تعد CREG أكبر شركة مصنعة لآلات TBM في الصين وهي الآن واحدة من أكبر الشركات في العالم من حيث الحجم، وقد طورت بسرعة قدراتها الهندسية والتصنيعية من خلال مزيج من التكنولوجيا المرخصة والاستثمار المحلي في البحث والتطوير. توفر شركة CREG غالبية آلات TBM المستخدمة في برامج بناء أنفاق المترو والسكك الحديدية عالية السرعة الضخمة الجارية في الصين، وبدأت في التصدير إلى الأسواق الدولية.
- كاواساكي للصناعات الثقيلة وشركة ميتسوبيشي للصناعات الثقيلة (اليابان): تتمتع كلتا المجموعتين الهندسيتين اليابانيتين بتاريخ طويل في تصنيع آلات حفر الآبار، وذلك في المقام الأول للسوق اليابانية المحلية ومشاريع التصدير المختارة. يُعرف تصنيع آلات TBM اليابانية بجودة البناء العالية والدقة العالية للغاية، مع قوة خاصة في تكنولوجيا آلات الدرع لحفر الأنفاق الحضرية على الأرض الناعمة.
- كاتربيلر (قسم لوفات، كندا): استحوذت شركة Caterpillar على شركة Lovat، وهي شركة كندية لتصنيع آلات حفر الأنفاق، وتواصل إنتاج ماكينات حفر الأنفاق EPB والملاط تحت العلامة التجارية Caterpillar لحفر الأنفاق. تُستخدم أجهزتهم على نطاق واسع في مشاريع أنفاق البنية التحتية في أمريكا الشمالية بما في ذلك إمدادات المياه والنقل الحضري.
تجديد وإعادة تصنيع TBM
يتمثل أحد القطاعات الهامة والمتنامية في صناعة تصنيع آلات حفر الأنفاق في تجديد وإعادة تصنيع الآلات المستخدمة لمشاريع الأنفاق الجديدة. نظرًا للتكلفة الهائلة لآلة TBM الجديدة - يمكن أن تكلف الآلة ذات القطر الكبير ما بين 15 مليون إلى 50 مليون دولار أمريكي أو أكثر - يقوم أصحاب المشاريع والمقاولون بشكل متزايد بتقييم الآلات المجددة كبديل فعال من حيث التكلفة عندما تكون ظروف المشروع متوافقة مع مواصفات الآلة الحالية.
يتضمن تجديد TBM عادةً تفكيك جميع الأنظمة الرئيسية، وفحص واستبدال مكونات التآكل، وتجديد المجموعات الهيكلية، وإصلاح المحمل الرئيسي، واستبدال الأختام والأسطوانات الهيدروليكية، وإعادة البناء الكامل للأنظمة الكهربائية وأنظمة التحكم. في مشاريع التجديد الأكبر حجمًا، يمكن إعادة هيكلة رأس القاطع لتعديل تخطيط القاطع ليناسب ظروف الأرض المختلفة، أو يمكن تعديل قطر الدرع قليلاً من خلال إضافة أو إزالة إدخالات فولاذية في لوحة الجلد. يمكن للتجديد الذي يتم تنفيذه بشكل جيد أن يطيل عمر خدمة الجهاز من خلال مشروع كامل آخر وأحيانًا أكثر، بجزء صغير من تكلفة الجهاز الجديد.
التحديات والاتجاهات المستقبلية في تصنيع آلات حفر الأنفاق
يواجه تصنيع آلات TBM مجموعة من التحديات التقنية والتجارية المستمرة التي تشكل كيفية تطور الصناعة في العقد القادم. إن الطلب على حلول أنفاق أكبر وأعمق وأكثر آلية يدفع حدود ما يمكن أن تحققه تقنية TBM الحالية ويدفع استثمارات كبيرة في البحث والتطوير عبر الصناعة.
- زيادة قطر الآلة: يؤدي الاتجاه نحو أنفاق ذات أقطار أكبر للطرق السريعة وأنفاق المترو/الطرق المشتركة إلى إنتاج آلات ذات حجم غير عادي. تمثل الآلات التي يزيد قطرها عن 15 مترًا تحديات هيكلية ولوجستية تتطلب حلولًا هندسية جديدة - حيث يتطلب نقل هذه الآلات وتجميعها وإطلاقها في المساحة الضيقة لعمود الإطلاق تخطيطًا دقيقًا في كل مرحلة من مراحل عملية التصنيع والتسليم.
- أنظمة تغيير القاطع الآلي: يتطلب تغيير قواطع الأقراص في آلات حفر الصخور الصلبة من العمال دخول غرفة الحفر في ظل ظروف جوية أو مضغوطة لاستبدال قواطع الأقراص البالية يدويًا - وهي إحدى المهام الأكثر تطلبًا وخطورة في حفر الأنفاق. يقوم العديد من الشركات المصنعة بتطوير أنظمة تغيير القطع الآلية التي يمكنها أداء هذا العمل عن بعد، مما يمنع تعرض العمال لبيئة الحفر المضغوطة الخطرة. يعد تطوير مناولات قادرة على التعامل مع أوزان القطع التي تتجاوز 200 كجم في الأماكن الضيقة والرطبة والملوثة تحديًا هندسيًا كبيرًا.
- كهربة أنظمة القيادة: يؤدي الضغط التنظيمي المتزايد على جودة الهواء تحت الأرض وانبعاثات الكربون إلى تسريع عملية تطوير أنظمة تشغيل TBM الكهربائية بالكامل والتي تتخلص من الزيت الهيدروليكي والطاقة المعتمدة على الديزل من الماكينة. إن المحركات الكهربائية ذات الرأس القاطع ذات الدفع المباشر، ومشغلات أسطوانات الدفع الكهربائية، والخدمات اللوجستية للأنفاق التي تعمل بالبطارية أو الشبكة كلها قيد التطوير النشط من قبل الشركات المصنعة الكبرى.
- مرونة سلسلة التوريد: لقد كشفت الاضطرابات العالمية في السنوات الأخيرة عن نقاط الضعف في سلاسل التوريد الموسعة التي تعتمد عليها الشركات المصنعة لآلات حفر الآبار ــ وخاصة بالنسبة للمحامل ذات القطر الكبير، والمكونات الهيدروليكية المتخصصة، وأنظمة التحكم الإلكترونية. تعمل الشركات المصنعة بنشاط على تأهيل الموردين البديلين، وزيادة مخزون المكونات الاستراتيجية، وفي بعض الحالات جلب تصنيع المكونات التي تم الاستعانة بمصادر خارجية فيها سابقًا لتقليل التعرض لتعطل سلسلة التوريد.
- التوجيه بمساعدة الذكاء الاصطناعي والتشغيل الذاتي: يعد دمج الذكاء الاصطناعي في أنظمة التوجيه والتحكم في TBM مجالًا نشطًا للتطوير. يمكن لنماذج التعلم الآلي المدربة على بيانات المشروع التاريخية تحسين معلمات التوجيه، والتنبؤ بجودة بناء حلقة البطانة، وتنبيه المشغلين إلى تطور ظروف الأرض قبل أن تسبب مشاكل تشغيلية. ويظل تشغيل آلة TBM بشكل مستقل تمامًا هدفًا طويل المدى، ولكن يتم بالفعل نشر الأتمتة المتزايدة للمهام التشغيلية الروتينية في المشاريع الحالية.
الأفكار النهائية حول تصنيع TBM
يقع تصنيع آلات حفر الأنفاق عند تقاطع الهندسة الإنشائية، والآلات الدقيقة، والهيدروليكيا، والإلكترونيات، وعلوم المواد - ويتم ذلك على نطاق لا يمكن أن يضاهيه سوى عدد قليل من الصناعات الأخرى. إن كل ماكينة حفر آلية تخرج من المصنع هي حل مصمم خصيصًا لمجموعة محددة من التحديات الجيولوجية وتحديات المشاريع، ويتم التعبير عن جودة تلك الهندسة والتصنيع في نهاية المطاف في مدى موثوقية الآلة في حفر الأرض، ومدى ثباتها في تركيب بطانة نفق عالية الجودة، ومدى أمان إعادة العمال إلى منازلهم في نهاية كل نوبة عمل.
مع استمرار الطلب العالمي على البنية التحتية في دفع الاستثمار في البناء تحت الأرض، يواجه مصنعو آلات حفر الأنفاق مستقبلًا مثيرًا ومتطلبًا - حيث يقدمون آلات ذات حجم متزايد وتعقيد وتطور تكنولوجي أثناء إدارة سلاسل التوريد، وتطوير الجيل القادم من المهندسين والمصنعين، ودمج التقنيات الرقمية التي ستحدد شكل حفر الأنفاق على مدار نصف القرن القادم. بالنسبة لأي شخص مشارك في بناء الأنفاق أو المشتريات أو تطوير المشاريع، فإن فهم كيفية تصميم وبناء هذه الآلات الاستثنائية يعد أمرًا أساسيًا لاتخاذ قرارات مستنيرة بشأن واحدة من أكثر قطع معدات البناء تعقيدًا وتبعية على الإطلاق.






